This section shows a selection of the large number of machines we owned and used in operations at Lord Street. I could have put the photos and text in neat tables but prefer to offer the pictures in this format as the details are retained and the eye not distracted. The purpose is to show a history of manufacturing for the period 1900 to 2000. Since I ceased to be involved with the company, manufacturing has changed to so much that I do not even know now what some machines do. At the time these machines were a useful mix of old and new and enabled the company to grow from nearly nothing in 1970 to amongst the top five percent of British sub-contract manufacturers by 1990. Not all of the machines can be shown and the later Computer Numerical Controlled (CNC) machines generally have about as much photographic charisma as a brick wall so have mostly been left out.
The set of extractors on the wall was bought by grandfather during the nineteen twenties and was made by xxxxxx and was the automotive standard for fifty years. (The name is now a victim of the onset of Altzhiemers but the extractors exist under a pile of junk which I shall recover one day)
Fly press
This fly press was of German origin and had been fixed to this very heavy wooden base by my Grandfather around 1918. It was used regularly but mainly for stamping numbers and identity codes on parts. It eventually fetched a pretty penny as scrap during the Chinese steel bubble in 2008.
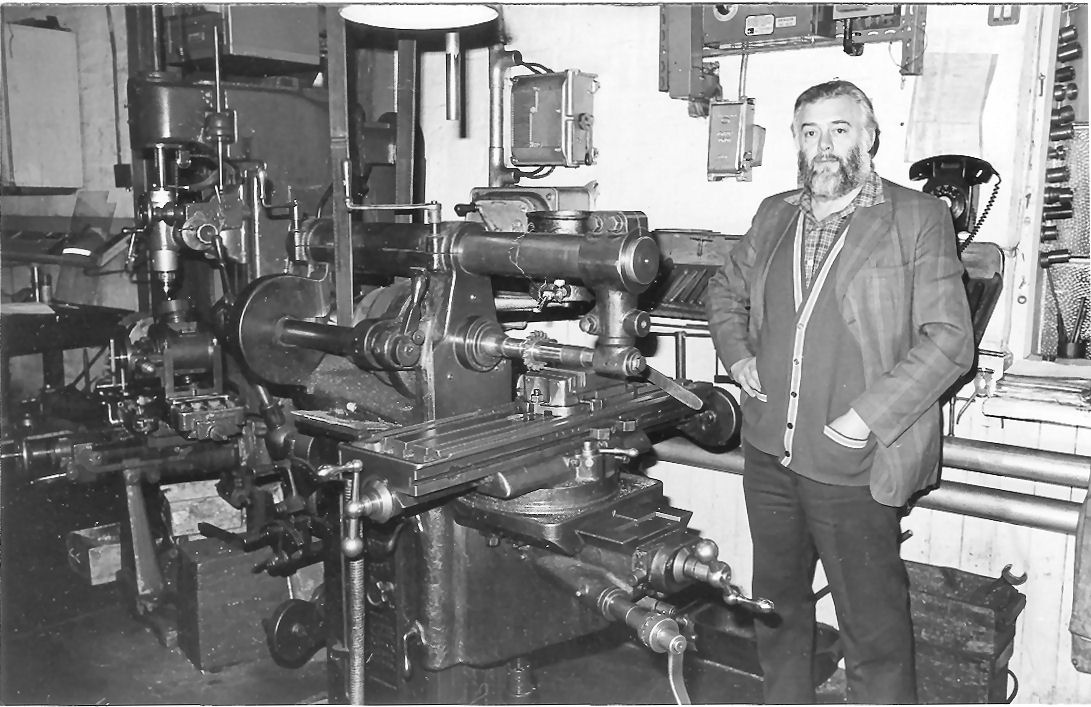
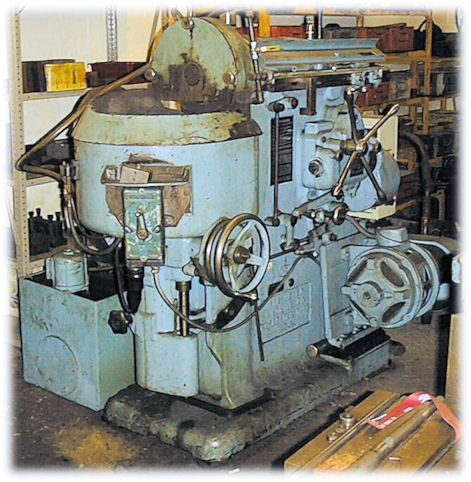
Peter with charlie's Cincinnati milling machine
My brother and partner Peter Walker with grandfather's favourite machine, a Cincinnati universal milling machine dated around 1910. This was one of the finest machines of its era and featured many innovations. It remained in service until around 1995 and was only retired to make space for new CNC machines.
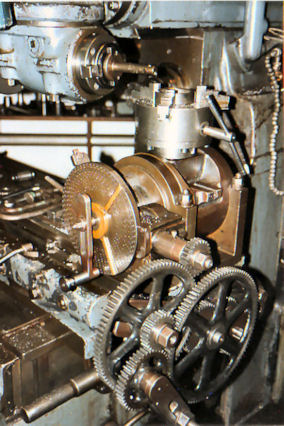
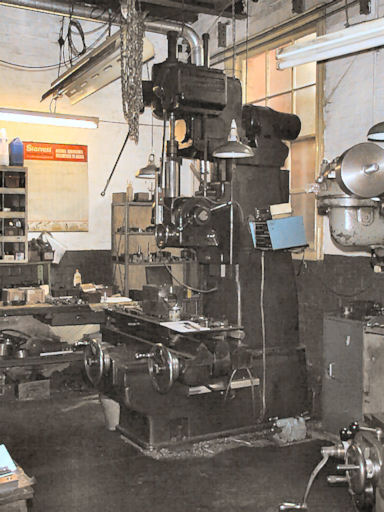
Spiral milling using a dividing head
This is the Browne & Sharpe universal dividing head, likewise C1900. This was the way you cut complicated shapes before the days of computers. The gears in the foreground are hung on the dividing head and linked onto the main leadscrew of the machine so that the two devices work in synchronism. This was a huge advance in 1900 and the technique is still used today for very small volume manufacture of special shapes.
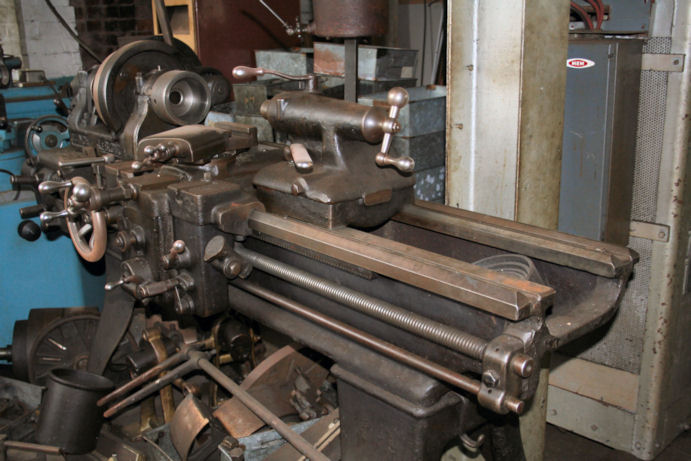
Le blond Lathe
This American lathe dates from around 1920 or possibly even WW1. It was the life-long companion of Jack Walker. It was belt driven and various equipment can be seen stowed under the lathe which is shown in storage. The machine had an overhead countershaft with a large flat belt driving the pulleys seen at the rear of the collet on the main spindle. The collets were of in-house manufacture and were used to manufacture trim dies to high accuracy. The belt was moved across the pulleys by hand to select different speeds and this was done on the fly. It would not, of course be allowed now but neither I nor anyone else ever got the slightest injury from changing speed on this lathe.The pot on the left contained coolant which was dripped onto the work in a total loss method. The machine is now in the Coventry Motor Museum.
Two phase Motor
This is a two-phase motor. Very few people on earth now even know what that is or have ever heard of it. The factory was fed with two phase electricity until around 1966 at which time it was discontinued and changed to three phase. The East midlands Electricity Board provided a large Scott Transformer which converted the new three-phase supply to the old two phase. The two phases were at 90 degrees to each other at 200 volts. The three-phase system is at an equal angular spacing of 120 degrees at a nominal 220 volts. A typical modern motor of this size would be rated at around 100 horse power. This is rated at three horsepower.
Carona Pillar Drill
This was a sample of the very first product of F Pollard & Co when he left Jones &Shipman to found his own company. It has now gone to the scrap yard in the sky.
Cutter Grinding Section
This shows the tool cutter section. The machine in the foreground was a Norton cutter grinder C1900 which had a most complicated countershaft in the roof. Here it has been converted to a simple electric motor drive.
Tub Grinder
After around 1990 space in Lord Street was being eaten up by CNC machines and the older machines used for small volume production were moved to grandfather's first workshop in the Allesley Old Road. This was a new acquisition which provided capacity not before available to us. Peter refitted the main spindle and other parts and I made and fitted a completely new electrical control box. This machine is still in operation in 2012.
Oilgrooving machine
This machine as made by Droop & Rein of Bielefeld. The only other thing I know about Bielefeld is that it had a large railway viaduct that the Dam Busters knocked down with the very first 10 ton 'Grand Slam' that they ever dropped. This machine is still in service and is quite unique. It produces oil grooves on the inside of bushes and bearings. Not even CNC machines can do this.
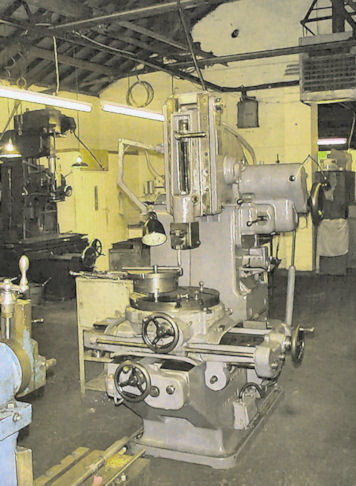
Cincinnati Milling Machine 1939
This machine was quite basic but would rip metal off all day long. It was built like the proverbial brick out-house.
Fosdyk Jig Borer
We bought this American jig borer around 1980 from Gosford Tools. It had originated from a government facility and was almost certainly a lend-lease machine of WW2. It was refitted with digital readouts around 1990 and is still going strongly in 2012.
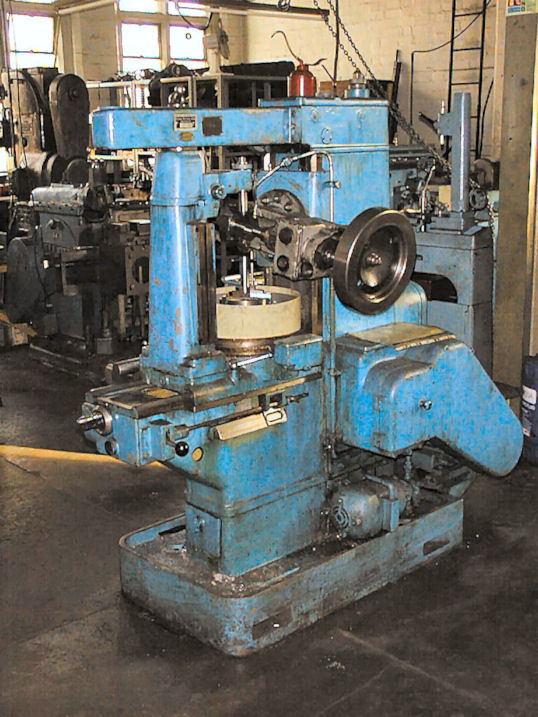
Slotter
This substantial machine has a prime purpose of making key slots in the bores of gears and pulleys. It is quite slow but fairly precise and is intended for difficult jobs. Keyways are a common device and mainly produced with a broach whose tool is extremely expensive. This is a relative cheap way of producing one-offs.
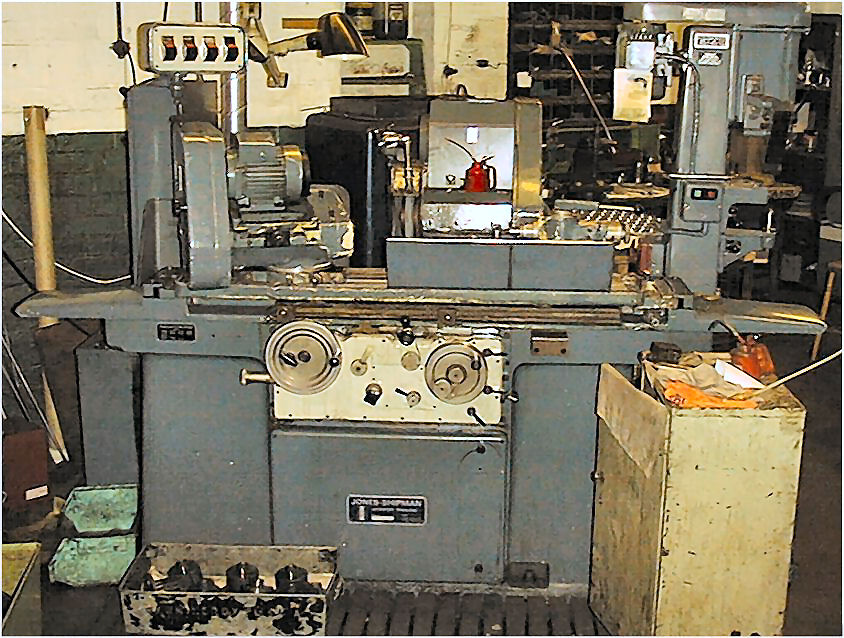
Jones & Shipman Grinder
We developed a substantial grinding section and this was the first universal grinding machine we bought, also from Gosford Tools. It was a Jones & Shipman C1939 and we refitted the DC drive to the head amongst other maintenance work. It was still in operation when sold in 2000.
Jones & Shipman Grinder
This was the third J&S grinder we bought. I cannot find a photograph of the number two machine but is was almost identical to this one.
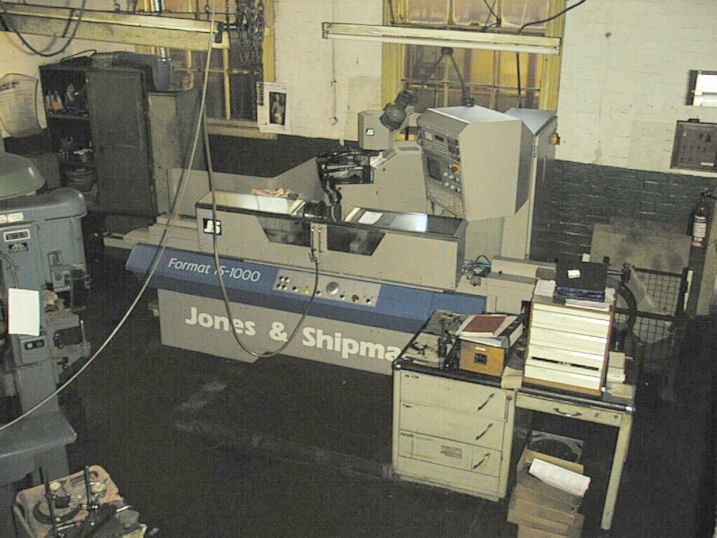
Jones & Shipman Grinder
This was the only CNC grinding machine we ever bought and one of only two machines I never learned to operate personally. It proved both accurate and versatile and did much good work.
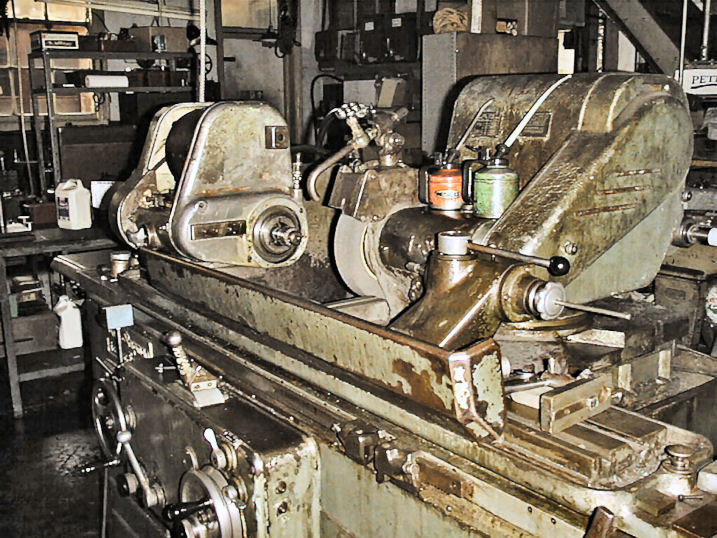
Delapena Hones
Hones make holes very round and precise if used correctly, but they do need application and skill. The small hone on the right was one of the very few machines that grandfather ever bought and it was purchased in 1943 and we believe it might have been lend-lease.
The other machine is much larger and later and has many improved features. We had two identical machines like this. They are still in operation in 2012.
Peerless Saw
The saw was also purchased new in 1943 and was probably lend-lease. It was still going strong until the day it went in the skip in 2008. I removed its belt drive and motorised it around 1990. I removed the motor before scrapping it and saved it in my garage but the tatters broke the door down and stole it.
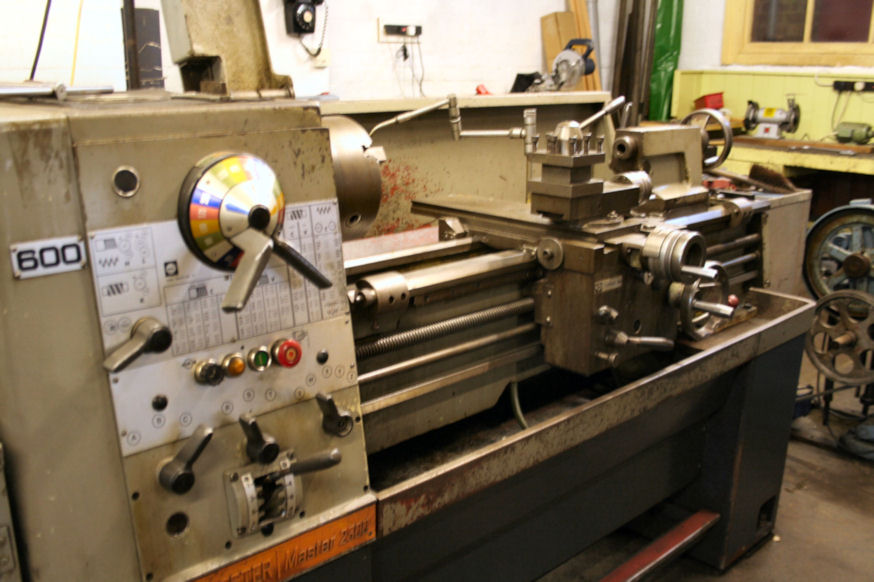
Colchester Master 2500
This was first new machine that Peter and I bought after we took over the company from my father in 1972. It cost around £1500 and was still going well in 2008 when it went abroad.
Drummond Gear shapers
These were the first two gear hobbing machines we bought from Ford. Within a year we had around ten various gearcutting machines. These were used for cutting both gears and splines which have the same basic tooth form as gears and use the same manufacturing processes.
Drummond Gear shaper
Drummond Gear shaper
Fellows Gear Shaper
The Fellows gear shaper would handle much bigger work than the Drummond machines and was much more versatile. It did much very good work.
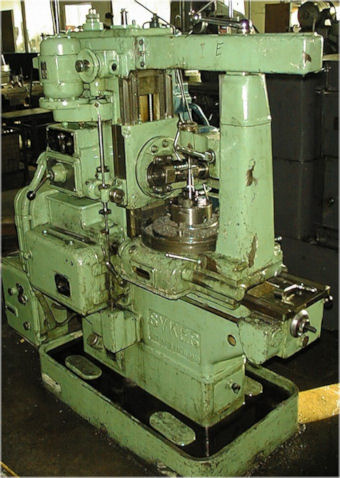
Sykes Gear Hob
The gear hobs did work very similar to the shapers but using a different production method and suitable for different kinds of job. This machine was Peter's favourite.
Sykes Gear Hob
Sykes gear hob
Manex Jig Borer
The Manex was a high precision Swiss made machine. We refitted it with numerical readout and it gave good service for many years. It went to the Far East in 2008.
Lapointe Broach
The broach was used for cutting Keyways and also internal splines on gears and pulleys. It could produce an excellent spline in 60 seconds instead of the half hour typically needed for a shaped spline. The broaching tools were very expensive and the process had some limitations and was only really useful for large batch runs. This machine came from Massey Ferguson when they closed their Baginton plant around 1985.
Inductotherm Induction Heater
This 18kw machine was purchased around 1990 and was used to harden gear teeth and many other components. Grandfather had had six gas fired carburising furnaces in his Hardening Shop from 1928 until 1960 but the volumes no longer justified its upkeep and it was closed by 1965. We turned part of it back into a Hardening Shop but only for very special purposes. The heat treatment of metal has become a highly specialised Black Art.
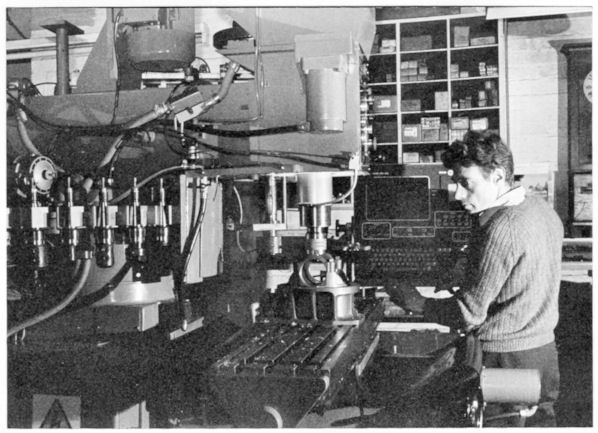
CNC Milling Machine
This was our first venture in CNC machining and was purchased around 1980. It was a Beaver milling machine refitted with an Israeli computer. The controller was extremely versatile and could be programmed almost in machine code. The machine did much good work and taught us a lot about the oncoming changes. Notice the shafting above.
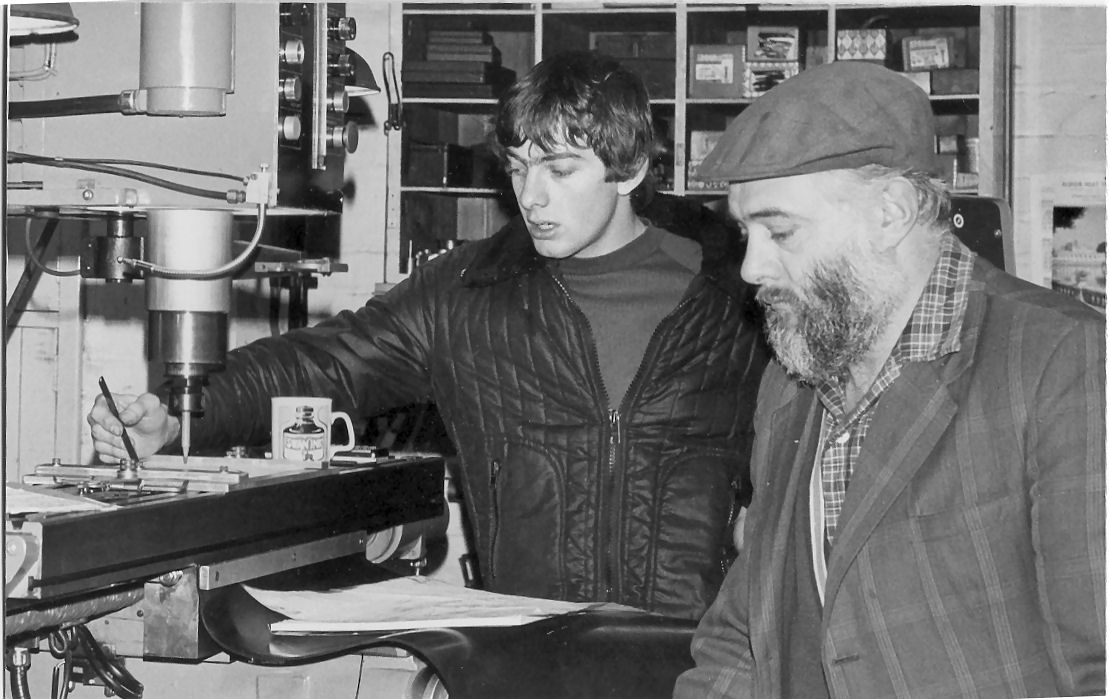
CNC Milling Machine
Peter's son John Walker served his apprenticeship with us and took to programming rapidly. He and I did most of our programming for the next ten years although we made a point of trying to teach all employees to program the CNC machines.
Colin on the Beaver
This is me around 1980 setting up an operation on the back axle casing for a milk float.
Coventry Gauge HC315
This was our third venture into CNC machines and came from Coventry Gauge and Tool (Matrix). The salesman who sold it told us that it had been intended for Saddam Hussein but was in storage in London. Eventually it was released to us and when it arrived was already programmed. We ran the program and discovered it was set up to machine shell casings.
Our second venture had been a large lathe, a Herbert Husky which was one of the last batch of machines made by the ailing Alfred Herbert Ltd, once the largest machine tool company in the world. The machine pulled like an ox and did much good work for many years. I had to refit a relay control panel with a house-made solid state one after about ten years but it continued for another ten thereafter. Unfortunately there is no photo.
Cincinnati CNC machining centre
Prior to this machining centre we had had a Chiron but it proved incapable of machining anything but aluminium so we changed it for this one. This was the first machine we had that ran Windows 98 rather than raw iso code.
Leadwell
This was our first purchase from Leadwell and a quite small machine but it did a huge amount of work and was reasonably reliable. The marks on the front show how much wear it had had. we went on to purchase three larger lathes from Leadwell and a machining centre.
Browne & Sharpe Coordinate Measuring Machine
In 1998 we gained a good contract making limited slip differential parts indirectly for Rolls Royce. They wanted to double production and we had to spend £300,000 on new equipment, including this computer controlled measuring machine.
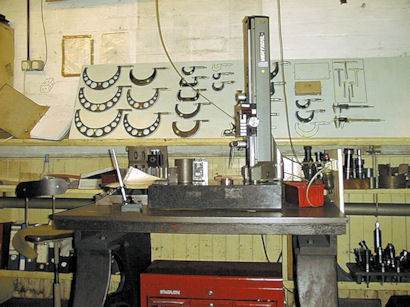
Three Axis Digital Measuring Machine
This shows the manually operated three axis measuring machine which we bought around 1982. It revolutionised our production capability more than any other machine as it enabled us to measure any and every dimension accurately. The machine was based on a commercially available Mitutoyo mechanical machine that used rulers and verniers to measure. These had been replaced with optical scales and computer interface counters.
My son, Nicholas wrote a rather nice software suite for the machine which we used for nearly twenty years. The code that had come with the machine was not very good at all.
The computer on the bottom shelf was the second PC on this machine and was an old Amstrad. Mr Sugar did a much better job of making PC's in the 1980's than he now does of making TV programmes.
The Amstrad was a damn fine machine in its day. 40Mb disc, 250kb memory, 8Mhz 286 chip and 9 inch black and white screen - £1200
Inspection Department
The inspection department had, by 1990, become reasonably competent and also featured a Trimos Height Gauge a Vickers hardness tester, a Rockwell harness tester, a profile projector and numerous other precision measuring aids.
Shop floor measuring equipment
We had also gathered a very respectable amount of conventional measuring equipment on the shop floor and we subsidised the workforce to buy their own measuring instruments. By the time this photo was taken much of the measuring was being taken over by the computer measuring machines.
Vickers Hardness testing machine
The Vickers harness tester was somewhat more sensitive than the Rockwell machine and could determine the condition of the core and case of steel components with some accuracy. This was a vital part of our quality control procedures because, although heat treatment had become a much better regulated activity, it was still the area of most uncertainty in our manufacturing. This machine enabled us to be sure of the quality of the heat treatment of our components. This machine came from a forgotten laboratory in a field near Coventry Airport and had belonged to Massey Ferguson.
General Office
This office was refitted and prepared after the company sold itself to The AutoSport Group. The space was intended as a R&D department. The computer on the desk in the foreground was the last of the Amstrad computers which we had used for several years. This one was used to prepare and store and upload and download ISO files for operating the CNC machine tools. By this time we had around ten CNC machines and a considerable bank of programs as we often wrote new programs for new components several times a week.
The early machines had had 1 inch paper tape readers supplied with them. This was the same technology that had been used on Colossus - the very first computer at Bletchley Park. My son Nick Walker had written an RS232 based program to transmit the files over a wired network that I had designed and installed. This gave enormous flexibility compared to punched paper tape and enabled the preparation of code off-line.
This allowed copying code between applications and much reduced the time spent preparing, editing and loading programs.
Overhead Shafting
When Grandfather bought the old Lord Street Sunday School he ripped most of the wooden floors out and built concrete floors and installed shafting on both lower and upper floors. At one time, around 1940, the two shafts drove around 30 machines. The upper shaft was removed in 1972 but the lower one remained until 2008 and is shown here just before its demise. Although it was outdated when installed in 1928, it was actually used until around 2000.
Two Phase Motor
This shows the motor from the upper floor being prepared for dropping into the skip in 2008. A modern motor of this size would rate at around 100 HP against the 5 HP of this one. The man shown was Denis Round who had been our Chief Inspector for several years before his retirement in 2000.
And so manufacturing at Lord Street finished after exactly 80 years. Several of the machines are still in occasional operation at another plant.
Eighty years of damned hard work but also lots of fun.
Colin Walker 2012









.jpg)
.jpg)

.jpg)








.jpg)